



想知道弯管O型弯管精品优选产品有多棒?看视频就够了,它比千言万语都更有说服力!
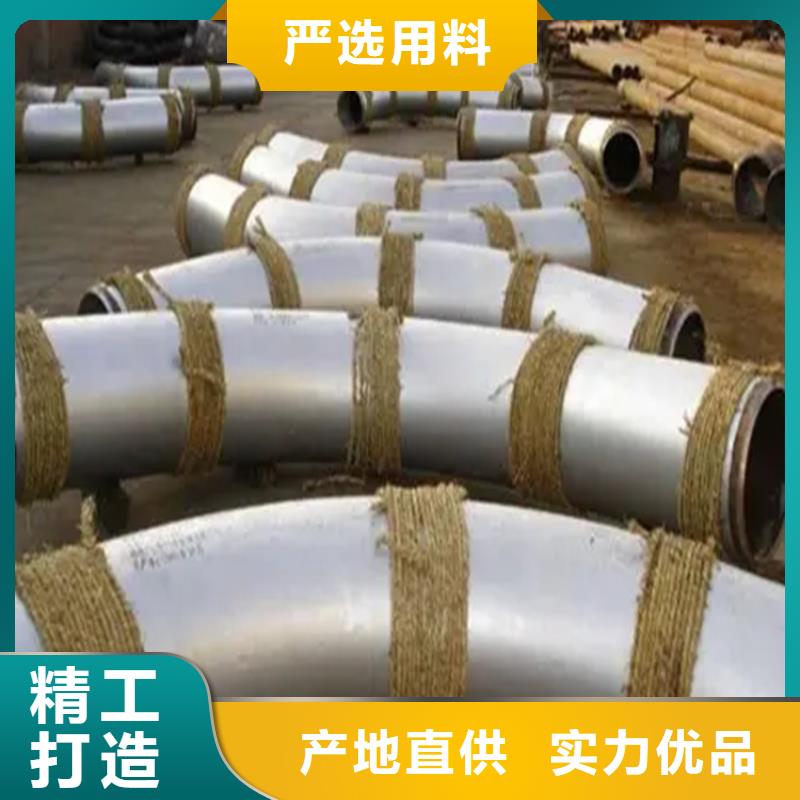
以下是:弯管O型弯管精品优选的图文介绍
航萧管件(隆尧县分公司)一直追求专业化发展道路,始终秉持“质量保证,客户至上,开拓 创新求发展”的运营方针,通过持续不断改进,用我们的专业化服务帮助 弯管客户创造更高的价值。


浅谈一下全自动弯管机的控制系统有什么特点? 伴随着自动化技术的不断发展,数控机床数控系统也在不断地更新,从一开始的以电子管为核心的数控系统发展到以工业PC为基础的数控系统。迄今为止已经出现了以下几种弯管数控系统。 首先是在可编程控制器(PLC)的基础上的数控系统,是现在广泛应用于全自动弯管机控制系统中的一种数控系统。为让人机交互比较好,符合复杂的弯管加工要求,在数控弯管机上,以PLC为下位机,直接与硬件进行交互,并通过触摸屏进行显示,开发了基于PLC的弯管数控系统。但PLC的缺点是:体积大,而且价格昂贵。 其次是基于MCU的数控系统,采用MCU开发的数控弯管系统,成本低,操作简单,实时性好,现场适应能力强。而且机床操作方便,人机交互性好,同此,一般用于开发简易经济型数控机床。 然后是基于工业PC的数控系统,随着PC机功能的不断增强和完善而不断增强。工业已将PC应用于自动化领域,为应对高低温冲击、潮湿、振动、电磁干扰、粉尘等恶劣工作环境,厂家利用加装密封保护、过滤器、板压条和附加风扇等方法,制造了工业PC,在弯管机数控系统中,采用PC或工业PC主板作为CNC平台,通过在主板(或母板)上插入PCI/ISA槽来实现NC功能,如运动控制卡、DA板、工控板、工控板、工控板等,构成具有高度灵活性的全自动弯管机数控系统。通过对Windows操作系统资源的充分利用和高级语言编程,可以使NC软件系统更加强大。 那以上就是全自动弯管机的控制系统方面的一些特点了,大家可以了解一下


管件常见弯管方法及其7种弯管方式详解。管件常见弯管方法及其7种弯管方式详解 接头常见的弯头方法有压力管、轧辊弯曲、轧辊弯曲、挤压4种,实际弯头方法有以下几种 简洁明了折弯:这类折弯无需专用型磨具,在冲压机上就可以进行。 辊:四辊压机或通道压机,用带槽辊弯曲,折射率均匀。 辗压式旋转:用竖柱式或竖式弯曲机弯曲 模式挤压弯曲:这种挤压弯曲方法水管横截面情况标准。挤压加工的一般选择。 带纠正的折弯:这类折弯方式水管不容易挤扁。 芯轴式挤弯:这类挤弯一般为热挤 拉弯:纵柱式和纵柱式的弯曲机也弯曲,但是夹着关键部分抵抗纵向的拉力。



高弯管形状决定了弯管生产困难。锻造方法:使用锻机将被淘汰管端或部门,减少直径,常用的类型与旋转锻压机,连杆式、辊式。冲压的方法:用锥形穿孔管的核心终扩大到所需的大小和形状。辊方法:放置在管芯,周边与轮式推动,用于圆形边缘处理。轧制方法:一般不需要轴,适用于厚壁管在圆形的边缘。形成方法:常用的有三种方法,一种方法称为拉伸方法,另一种方法叫做冲压方法,第三是辊方法我们知道的更多,有三个或四个辊,辊、调整辊,两个固定调整固定辊距离,完成管道弯曲。该方法的广泛应用,如果生产螺旋管,曲率可以增加。不断膨胀的方法:一个是放置在管橡胶、穿孔、压缩、膨胀管形成。 高弯管形状决定了弯管加工生产困难,其中困难的对称点三通高弯曲管生产是需要技术含量的,高生产弯管的基础上,我们看到我们的制造商生产过程严格坚持选择的钢坯,钢坯加热维持一个恒定的温度,给我们高弯曲管带来了严格的质量保证。在这样一个严格的保证,确保我们高弯曲管管道建设项目的他应该扮演一个角色,可以确保本厂管道施工质量的办法。


